Содержание
Принцип работы станка для лазерной сварки стали
Ассоциация стальной сварочный аппарат сегодня самый популярный сварочный аппарат. Этот аппарат для лазерной сварки использовался в различных областях, знаете ли вы, каков принцип работы аппарата для лазерной сварки? Аппарат для лазерной сварки алюминия должен излучать лазерный луч высокой интенсивности на поверхность металла, и благодаря взаимодействию лазера и металла металл плавится, образуя сварку. В процессе взаимодействия лазера с металлом плавление металла - лишь одно из физических явлений.
Иногда энергия времени в основном не преобразуется в плавление металла, но проявляется в других формах, таких как испарение и образование плазмы. Однако для достижения хорошей сварки плавлением плавление металла должно быть основной формой преобразования энергии. По этой причине необходимо понимать различные физические явления, возникающие при взаимодействии лазера и металла, и взаимосвязь между этими физическими явлениями и параметрами лазера. Управляя параметрами лазера, большая часть энергии лазера может быть преобразована в энергию плавления металла для достижения сварки. Цель.
Вот почему лазерный сварочный аппарат так тепло приветствуется. Этот сварочный аппарат более эффективен, чем оригинальный обычный сварочный аппарат, и может лучше сваривать все материалы.
Параметры процесса станка для лазерной сварки стали
По сравнению с другими сварочными аппаратами, параметры процесса лазерной сварки алюминия очень высоки. Аппарат для лазерной сварки очень хорош с точки зрения плотности мощности, формы волны лазерного импульса, ширины лазерного импульса и расфокусировки. .
1. Плотность мощности
Плотность мощности - один из важнейших параметров при обработке сварочный аппарат из нержавеющей стали. При более высокой плотности мощности поверхностный слой можно нагреть до точки кипения в течение микросекундного временного диапазона, что приведет к большому испарению. Следовательно, высокая удельная мощность полезна для обработки удаления материала, такой как штамповка, резка и гравировка. Для более низкой плотности мощности требуется несколько миллисекунд, чтобы температура поверхности достигла точки кипения. Прежде чем поверхностный слой испарится, нижний слой достигает точки плавления, что позволяет легко образовать хороший сварной шов плавлением. Следовательно, при токопроводящей лазерной сварке плотность мощности находится в диапазоне 104 ~ 106 Вт / см2.
2. Форма волны лазерного импульса
Форма волны лазерного импульса - важный вопрос в работе стальной сварочный аппарат, особенно для сварки листов. Когда высокоинтенсивный лазерный луч попадает на поверхность материала, 60 ~ 98% лазерной энергии отражается и теряется на металлической поверхности, а коэффициент отражения изменяется в зависимости от температуры поверхности. Во время лазерного импульса отражательная способность металла сильно изменяется.
3. Ширина лазерного импульса
Ширина импульса - один из важных параметров машины для лазерной сварки алюминия. Это не только важный параметр, отличный от снятия и плавления материала, но и ключевой параметр, определяющий стоимость и объем технологического оборудования.
4. Влияние величины расфокусировки на качество сварки.
Аппарату для лазерной сварки нержавеющей стали обычно требуется определенная расфокусировка, потому что плотность мощности в центре пятна в фокусной точке лазера слишком высока, и он легко испаряется в отверстие. На каждой плоскости, удаленной от фокуса лазера, распределение плотности мощности относительно однородно.
Есть два метода расфокусировки: положительная расфокусировка и отрицательная расфокусировка. Если фокальная плоскость находится над заготовкой, это положительная расфокусировка, в противном случае - отрицательная расфокусировка. Согласно теории геометрической оптики, когда положительная и отрицательная дизъюнкции равны, плотность мощности на соответствующей плоскости примерно одинакова, но на самом деле форма полученной ванны расплава отличается.
Когда расфокусировка отрицательная, может быть получена большая глубина проникновения, что связано с процессом образования ванны расплава. Эксперименты показали, что при лазерном нагреве 50 ~ 200 мкс материала начинает плавиться, образуя жидкий металл и испаряясь, образуя водяной пар под давлением и распыляя с очень высокой скоростью, излучая ослепительный белый свет.
В то же время высокая концентрация пара заставляет жидкий металл перемещаться к краю ванны расплава, образуя углубление в центре ванны расплава. Когда расфокусировка отрицательная, внутренняя плотность мощности материала выше, чем у поверхности, и легко вызвать более сильное плавление и испарение, так что световая энергия может передаваться в более глубокую часть материала. Поэтому в практических приложениях, когда требуется большая глубина проникновения, используется отрицательная расфокусировка; при сварке тонкого материала следует использовать положительную расфокусировку.

Метод процесса лазерной сварки алюминия
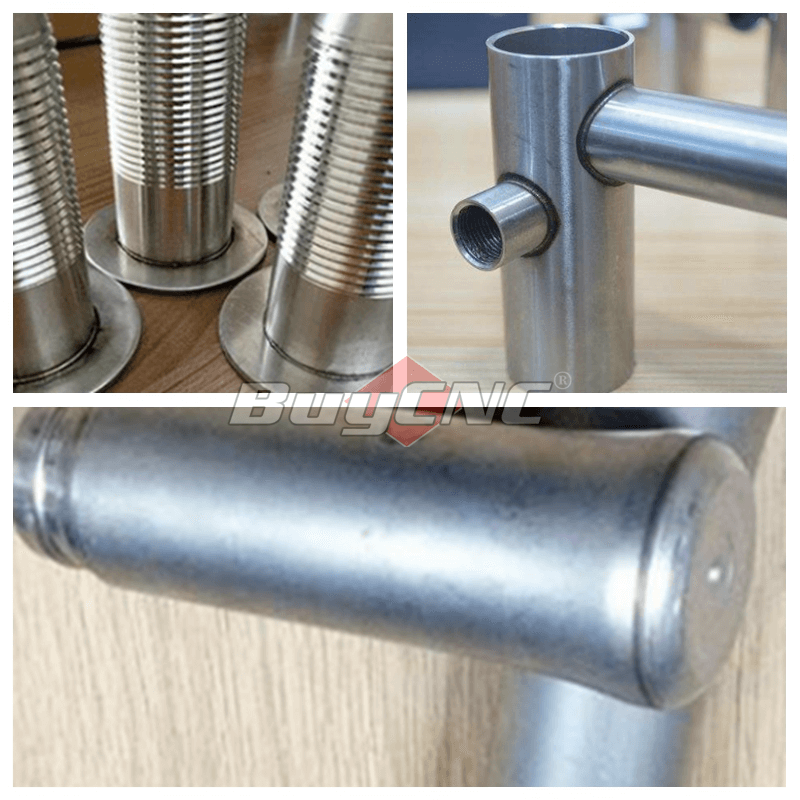
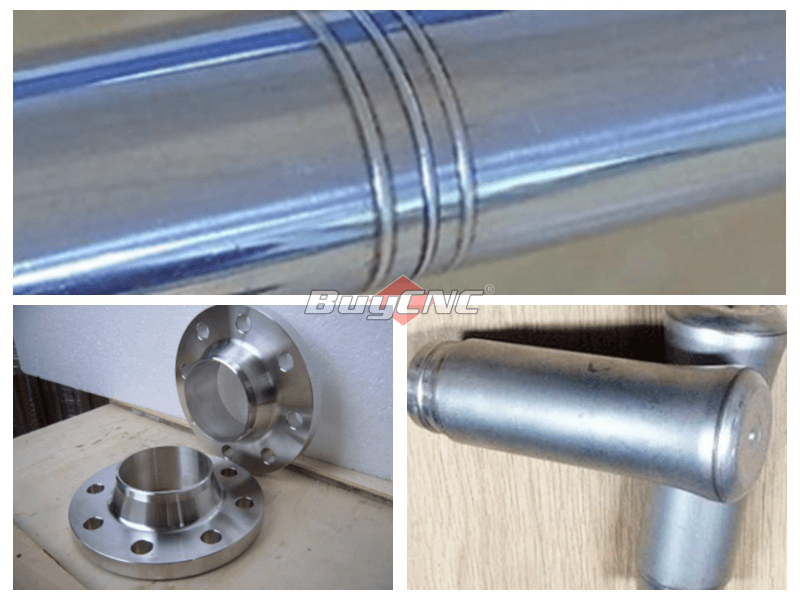
Как самый популярный сварочный аппарат, станок для лазерной сварки алюминия может сваривать многие виды материалов и может сваривать множество различных материалов, будь то металлический лист или проволока, или разные металлы. Наш стальной сварочный аппарат умеет сваривать.
1. Сварка между ломтиками: Включает четыре метода обработки: стыковая сварка, торцевая сварка, сварка плавлением с центральным проплавлением, сварка плавлением с центральным проникновением.
2. Проволока и сварка проволокой: В том числе стыковая сварка проволока с проволокой, поперечная сварка, сварка внахлест, Т-образная сварка и другие 4 метода обработки.
3. Сварка металлических проволок и блочных деталей: Лазерная сварка может успешно реализовать соединение между металлической проволокой и блочным элементом, а размер блочного элемента может быть произвольным. При сварке следует обращать внимание на геометрические размеры проволочных элементов.
4. Сварка разных металлов: Сварка различных типов металлов должна решать вопрос свариваемости и диапазона свариваемых параметров. Лазерная сварка между различными материалами возможна только при определенных сочетаниях материалов.
Преимущества лазерного сварочного аппарата из нержавеющей стали
По сравнению с другими сварочными технологиями станок для лазерной сварки алюминия имеет множество преимуществ, поэтому основными преимуществами аппарата для лазерной сварки алюминия являются:
1. Высокая скорость, большая глубина и небольшая деформация.
2. Его можно сваривать при комнатной температуре или в особых условиях, лазерный сварочный аппарат для нержавеющей стали прост. Например, когда лазер проходит через электромагнитное поле, луч не смещается; Лазер можно сваривать в вакууме, воздухе и определенных газовых средах, а также можно сваривать через стекло или материалы, прозрачные для луча.
3. Он может сваривать тугоплавкие материалы, такие как титан, кварц и т. Д., А также сваривать гетерогенные материалы с хорошими результатами.
4. После того, как лазер сфокусирован, плотность мощности высока. При сварке аппаратов большой мощности соотношение сторон может достигать 5: 1, до 10: 1.
5. Возможна микросварка. После того, как лазерный луч сфокусирован, можно получить небольшое пятно, которое можно точно расположить, что может применяться при сборочной сварке микро- и небольших деталей, которые производятся серийно автоматически.
6. Он может сваривать труднодоступные детали и выполнять бесконтактную сварку на большие расстояния, что обеспечивает большую гибкость. Использование технологии оптоволоконной передачи в технологии лазерной обработки YAG, особенно в последние годы, сделало технологию лазерной сварки более широко продвигаемой и применяемой.
7. С помощью лазерного луча легко реализовать разделение луча в зависимости от времени и пространства, и он может выполнять многолучевую одновременную обработку и многопозиционную обработку, что обеспечивает условия для более точной сварки.
Недостатки аппарата для лазерной сварки стали
Однако у лазерной сварки есть и определенные ограничения:
1. станок для лазерной сварки алюминия требует высокой точности при сборке сварных деталей и требует, чтобы положение балки на заготовке не могло значительно смещаться. Это связано с тем, что после фокусировки лазера размер пятна невелик, а сварной шов узкий, заполненный металлическими материалами. Если точность сборки заготовки или точность позиционирования балки не соответствует требованиям, легко вызвать дефекты сварки.
2. Когда машина для лазерной сварки алюминия работает, максимальная свариваемая толщина машины для лазерной сварки будет в определенной степени ограничена. Если вы хотите сварить заготовку толщиной намного больше 19 мм, тогда она не подходит для сварки на стальном сварочном аппарате.
Во-первых, положение сварного изделия должно быть очень точным и находиться в пределах диапазона фокусировки лазерного луча; во-вторых, когда для сварки необходимо использовать приспособление, необходимо убедиться, что окончательное положение сварной конструкции должно быть совмещено с точкой сварки, на которую будет воздействовать лазерный луч; третье - максимально возможное. Толщина сварки ограничена, и заготовка с толщиной проплавления намного больше 19 мм не подходит для лазерной сварки на производственной линии.
3. Стоимость установки для лазерной сварки алюминия и связанных с ней систем относительно высока. По сравнению с обычным сварочным аппаратом, одноразовые вложения в лазерный сварочный аппарат относительно велики.
Станок для лазерной сварки стали на продажу










